






特長
- 鉄系部材の工具寿命延長
- 後洗浄工程の負荷低減
- ロングライフ設計の為、更液費用の低減が可能
卓越した加工性を実現
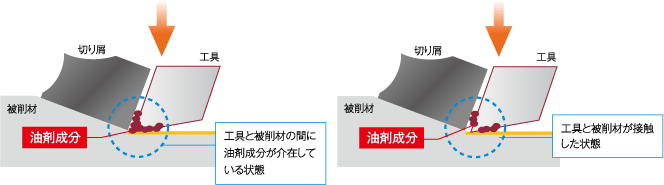
膜強度に優れるので工具の寿命も長くなります。
加工性には「膜強度」と「滑り性」の要素があります。一般的には水溶性ポリマーを潤滑主成分とするソルブル(シンセティック)タイプは「膜強度」(耐焼き付き性)に優れますが、エマルションタイプに比べ「滑り性」(耐溶着性)が極端に劣ります。逆にエマルションタイプは「滑り性」に優れますが、ソルブルタイプに比べ「膜強度」が劣ります。ファインカット222TCは極圧剤を使用せず、より一層向上させた「膜強度」と「滑り性」を両立させることで、卓越した加工性を実現しました。
膜強度
高温・高圧状態で工具と被削材の間に介在し接触を防ぎ、工具寿命を向上。
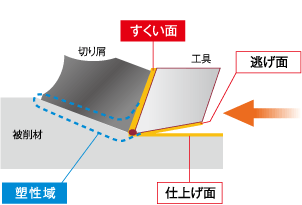
滑り性
すくい面の摩擦抵抗を低減、摩擦熱の発生を抑えむしれ・面粗度・溶着等を抑制します。
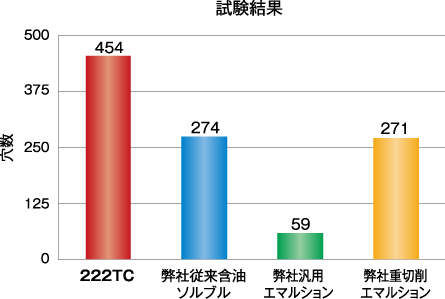
加工特性試験
- 実験内容
-

- 機械種類:立型マシニングセンタ
- 加工内容:鉄プレート(S45C)(下穴→細目タップ)
- 比較油剤:
- 弊社含油ソルブル
- 弊社汎用エマルション
- 弊社重切削エマルション
- 加工方法:ドリル→面取り→タップ(細目)
- 被削材:S45C
- 希釈倍率:15倍希釈液
- 使用工具:
- ドリル:MDW085LHK(住友電工)下穴ドリル8.5mm
- 面取り:CPCL05-45(日立ツール)
- タップ:LT-SUS-S-TPT PT M9〜M10(0.728mm)×120(OSG)
- 加工条件:
評価基準 周速 m/min 送り mm/rev 加工深さ mm 給油方法 ドリル 100 0.16 18.41 センタースルー 面取り 60 0.1 - 外部 タップ 5 0.907 9 外部→液囲み - 評価基準:工具寿命(ねじ山の状態により判定)
-
優れた液安定性・消泡性
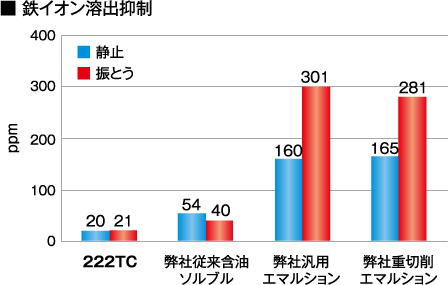
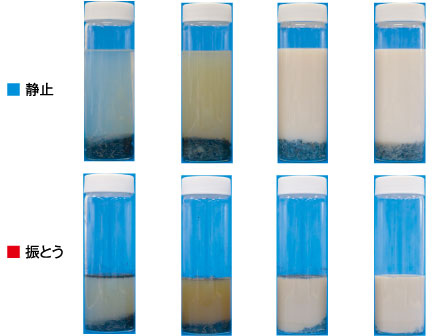
鉄イオン溶出抑制
ワークによる液の持ち出しや混入油による汚れを防ぎ、液寿命を延長することで、油剤使用量の低減、廃液コスト、ランニングコストの低減を実現します。
- 実験内容
-
50ml(静止の場合)または100ml(振とうの場合)のサンプル瓶に鋳物切粉10gと試験資料の20倍希釈液40gを入れ、50℃で8日間保管。時間経過後、ろ過し、原資吸光光度法で、鉄イオンを測定しました。
-
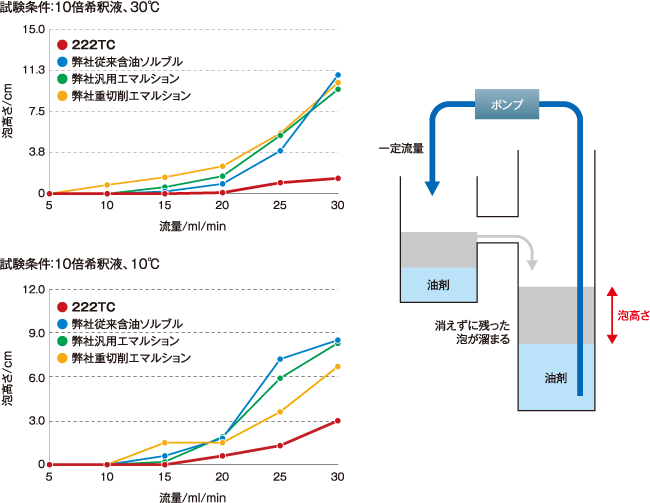
消泡性
優れた鉄イオン溶出抑制性により防錆性が高く、また消泡性・洗浄性も高く、装置のトラブルを解消します。また、水切れや泡切れがよくなり機械廻りの汚れも低減します。
- 実験内容
-
流量5ml/minから開始し、2時間ごとに流量を5ml/min上昇させ、最高30ml/minまで評価。各流量での泡高さを測定。泡高さ15cm以上はオーバーフローと判定し、その際の流量を記録しました。
-
耐硬水性
硬水安定試験
| Ca 100 ppm | Ca 200 ppm | |
|---|---|---|
| 222TC | 白色微濁 結晶析出、分層等の異常無し |
白色微濁 結晶析出、分層等の異常無し |
| Mg 100 ppm | Mg 200 ppm | |
|---|---|---|
| 222TC | 乳白色 結晶析出、分層等の異常無し |
乳白色 結晶析出、分層等の異常無し |
