





各種樹脂を成形する際に金型へ塗布して成形品の型離れを良くする薬品です。
各種樹脂を成形する際に金型へ塗布して成形品の型離れを良くする薬品です。
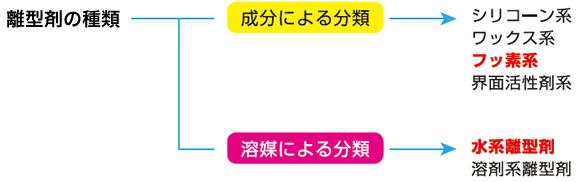
フリリースは、独自のフッ素化合物を使用し、優れた離型性を発揮します。
製品ラインナップの中心は水系離型剤になります。
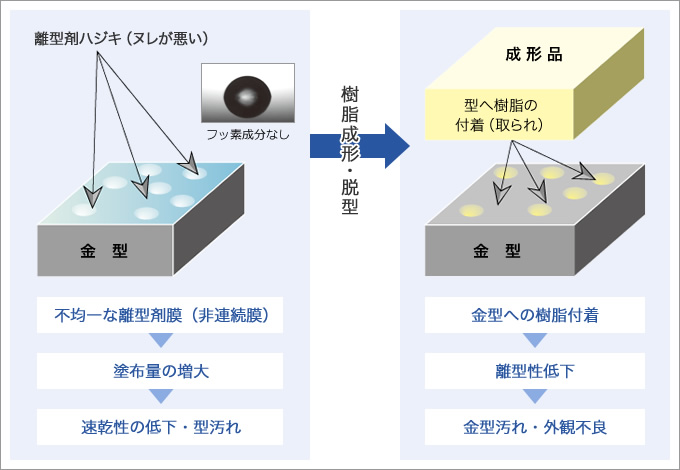
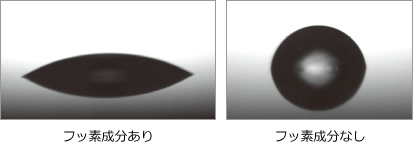 フリリースに配合されるフッ素成分は金型等に対する離型剤液のヌレ性を向上させることができます。これは、フッ素成分による表面張力の低下効果に基づく現象です。
フリリースに配合されるフッ素成分は金型等に対する離型剤液のヌレ性を向上させることができます。これは、フッ素成分による表面張力の低下効果に基づく現象です。
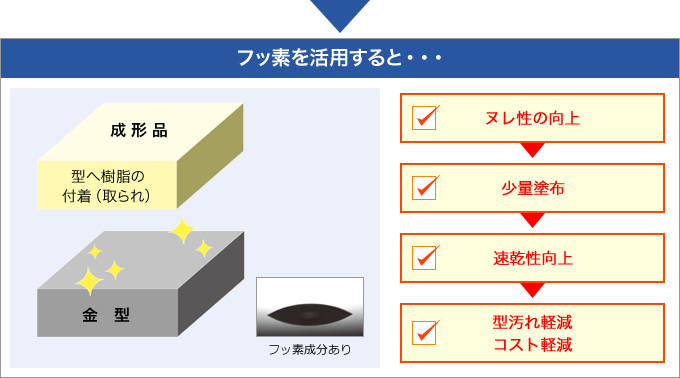
このため、金型上での離型剤のレベリング性が向上し、低塗布量で離型剤膜を形成することができます。その結果、低塗布量で性能を発揮することができます。
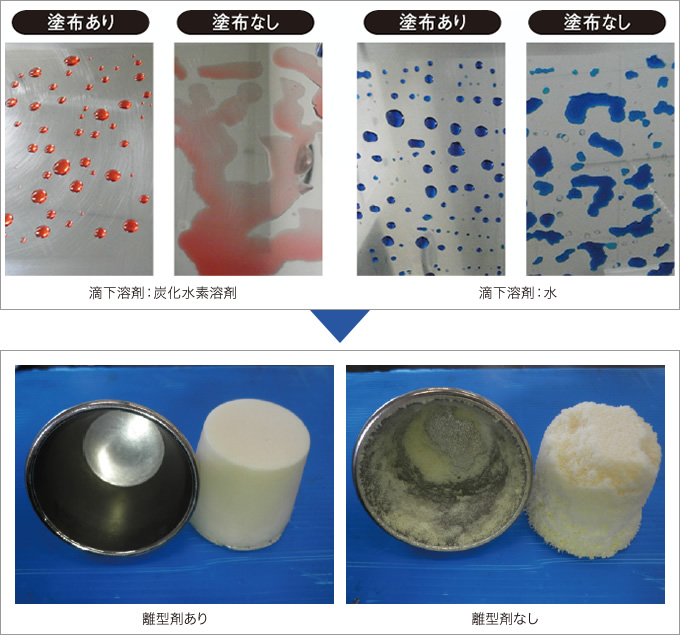
フリリースに配合されるフッ素成分を使用して形成させた膜は各種の成分に対する撥液効果を有します。
これは、フッ素成分による離型剤膜の表面エネルギーの低下効果に基づく現象です。
表面エネルギーの低下により接着力を低下させ、成形型とゴム、樹脂との間の離型を容易にします。
(フリリース塗布テストピースに対する撥液性、溶剤は着色しています)
フリリースはフッ素化合物、シリコーンエマルション、ワックスエマルション等の分散物で形成されています。
これらの成分は亜鉛、真鍮、鉄等との接触により成分の凝集を発生させる場合があります。
このため、フリリースを使用する設備はステンレス製、もしくはプラスチック製の材質をご使用下さい。
(離型剤供給タンク、スプレーガン、配管、継ぎ手等)
フリリースはフッ素化合物、シリコーンエマルション、ワックスエマルション等の分散物で形成されています。
これらの成分は時間の経過に伴い、分離する場合があります。
このため、フリリースの使用前には容器内を攪拌、もしくは容器を振とうしてからと使用下さい。
離型剤供給タンクに攪拌機能がある場合、タンク内の攪拌速度を50-100rpmこ設定してご使用下さい。
(100rpm以上の高速で攪拌した場合、タンク内で凝集物を発生させる怖れがあります。)
週剰量の離型剤を塗布した場合、成形品の表面品質が低下する怖れがあります。また、金型に対する離型剤の堆積量が増大します。一方、離型剤の塗布量が不足すると、成型品の離型が困難になります。
推奨する離型剤塗布条件は以下の通りです。
推奨する離型剤塗布機器はエアースプレーガンです。
推奨塗布条件を以下に示しました。
離型剤を金型に塗布後、各種材料を設置するまでに離型剤を乾燥させて下さい。
乾燥が不足した場合、成形品の品質、仕上がりに影響を与える場合があります。
このため、フリリースを塗布後には、十分な乾燥時聞をとってください。
推奨する乾燥時聞は5秒です。
(乾燥時間の設定は貴社での確認に基づき、設定してください)

Copyright 2015 NEOS COMPANY LIMITED All Rights Reserved.